
Abwasserbehandlung der Hefeindustrie
Die wichtigste Rohstoffquelle der Hefeindustrie ist ein Nebenprodukt der Zuckerindustrie, die Melasse. Melasse enthält in der Trockenmasse 60% Gew. gärfähigen Zucker und 40 % Gew. nichtzuckerhaltige Stoffe, die im Wesentlichen von Hefe nicht verwendet werden können.
Diese von der Hefe nicht verwendbaren Stoffe bleiben im Abwasser und würden eine starke Verschmutzung der Umwelt verursachen, wenn sie ohne jede weitere Behandlung, in die Natur geleitet würden. Sehr hohe CSB-Konzentrationen, Werte zwischen 15.000 mg/l und 50.000 mg/l CSB, sind kennzeichnend.
Aufgrund der besonderen Zusammensetzung im Gemisch mit den sehr feinen Hefepartikeln, ist eine für den Betrieb angepasste Technologie erforderlich.
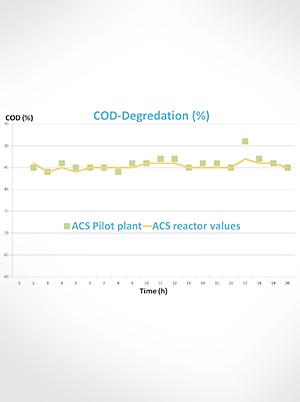
Der ACS EGSB Reaktor lässt sich für diesen Anwendungsfall mit den vorhandenen Technologien wie Flotation/Sedimentation entsprechend koppeln und erfolgreich einsetzen. Mit seiner patentierten Technologie reduziert er die CSB Frachten um 85-90%. Die BSB5 Konzentration verringert sich um ebenfalls ca. 90%.
Zum geeigneten Reaktor:

Beispielanlage
Hefefabrik Leiber GmbH
| Beschreibung |
Eine über ein Prozessleitsystem gesteuerte Gesamtanlage für die Hefefabrik Leiber, bestehend aus zwei ACS EGSB Reaktoren, einem Versäuerungstank, einem Biogasspeicher, einem Wäscher und einer biologischen Entschweflung. Das entstandene Biogas wird über Gasmotoren verstromt und zur Einspeisung in das öffentliche Netz verwendet. Die Abwasseranlage ist Teil der Auszeichnung des „Energy Efficiency Award“ von 2008. |
| Substrat | Gesamtabwasser aus Verarbeitung von Brauereihefe |
| Auslegung | insg. 720 m³/d, CSB 10.000 kg/d |
| Standort | Bramsche, Deutschland |
| Vergleichbare Referenzen | Alltech Fermin |
